01 支持生產周期計算的三個關鍵數值
第一個數據是瓶頸的CT時間:只要產品是經過多道工序加工的,必然有一道工序產能最低,這道工序就是生產瓶頸。瓶頸工序加工一件產品的循環時間(Cycle Time)稱之為瓶頸CT。 計算生產周期,只需要知道瓶頸CT即可,非瓶頸工序的循環時間不用考慮。 第二個數據是生產全過程的中間在制品數量,包括正在設備上加工的和等待被加工物料。工序間物料轉運的頻次越高,中間在制品數量就越少,生產周期就越短。極限是一個流的生產,即每道工序之間只存在一個中間在制品(連續流布局)。 圖一的中間在制數量為15.圖二的數量為10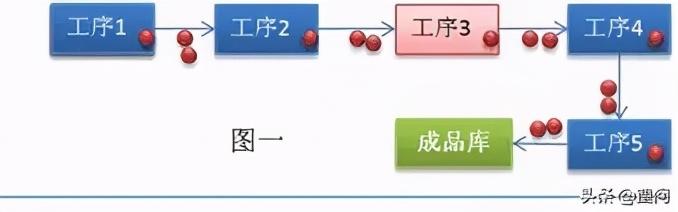

02 企業內部制造過程的周期計算
前面的三個數據我們可以得出一個理論公式,即: 內部制造理論周期=中間在制數量*CT+(訂單數-1)*CT 在實際生產中,會存在各種異常情況,包括:質量異常、人員異常、物流停頓、設備異常等等,因此實際周期不會符合理論計算。 為了獲得與實際運行接近的數據,需要在理論計算的基礎上增加一個基于異常的時間寬放量,即: 內部制造周期=中間在制數量*CT+(訂單數-1)*CT+異常寬放
03 訂單制造周期的計算
為了正常生產,企業需要進行生產準備(原輔料到位、工輔夾具到位、技術資料到位),這就需要給生產準備工作一個前置時間,這個時間必須鎖定,且為了提高準交率,對生產準備工作的改善也是非常重要的。 如果企業有原料庫存,鎖定時間就是生產準備時間。 如果企業的原料,需要供應商定制,那么鎖定期就是供應商的生產周期。 為了按期完成訂單,工作的起始點不是投產日,而是計劃鎖定開始日期。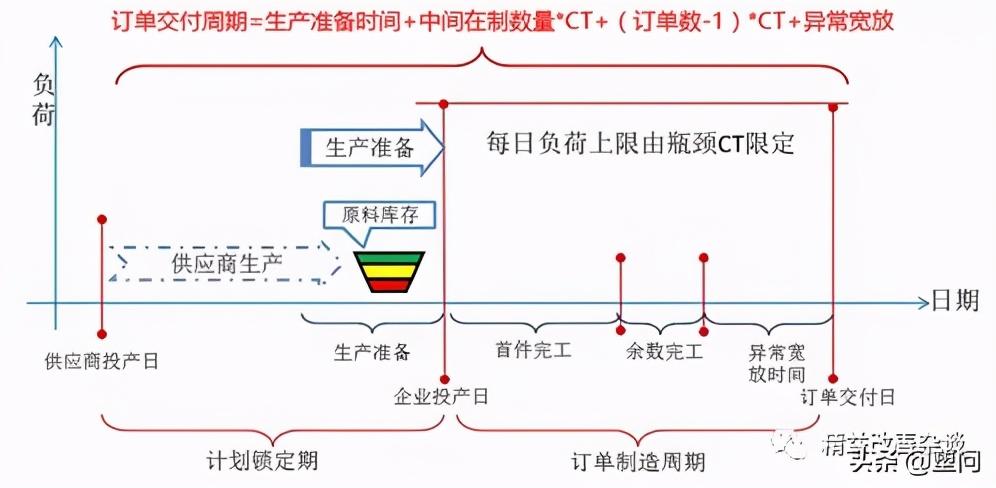
04 結語
給朋友們介紹的計算方法是用的加法法則,先設定系統的狀態,然后計算理論時間,再增加異常的寬放時間。這樣計算,始終會洞悉需要改善的差距。 如果企業基礎管理比較薄弱,也可以用減法法則,即基于以前訂單的實際周期,減去一部分作為周期改善的目標。 無論加法還是減法,跟朋友們溝通的計算方式都是引領改善的著眼點。 還有一個疑問,投產日期是否還需要考慮當下瓶頸工序的生產任務?聲明:本文由網站用戶竹子發表,超夢電商平臺僅提供信息存儲服務,版權歸原作者所有。若發現本站文章存在版權問題,如發現文章、圖片等侵權行為,請聯系我們刪除。